Срок выполнения заказа: 10 рабочих дней
Газокислородная резка металла остается одним из самых популярных способов резки металла, несмотря на то, что сфера ее применения ограничена в основном нелегированными и слаболегированными сталями.
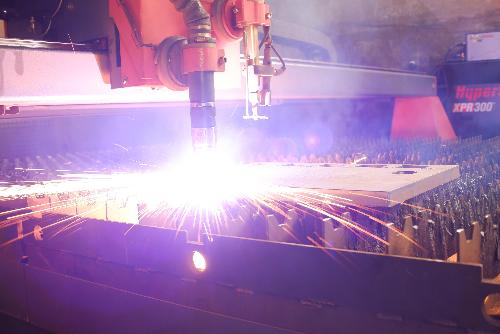
Газокислородная резка проводится в два основных этапа:
Металл разогревается до температуры горения, которая ниже его температуры плавления / окисления (более 1000 °С). Для нагрева используется преимущественно огонь пропановой или ацетиленовой горелки.
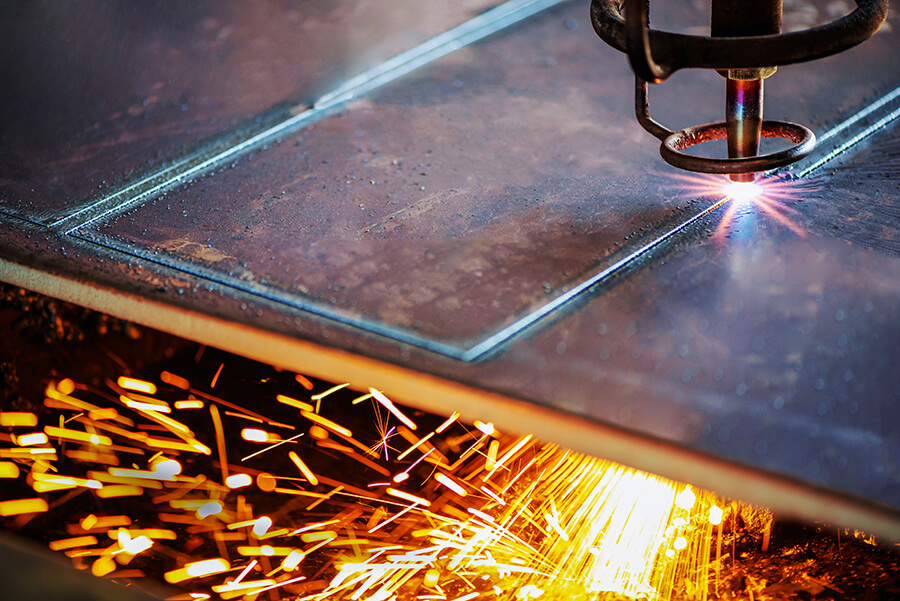
Режущая струя кислорода окисляет горячий металл; она же выдувает получившиеся оксиды. Перемещающийся резак таким образом рассекает металл.
Не подходит для резки некоторых металлов. Поскольку металл должен гореть, находясь в нерасплавленном состоянии, метод не подходит для резки некоторых металлов. Например, алюминий, подогретый пропановой или, тем более, ацетиленовой горелкой, расплавится уже при 660 °С. Медь с температурой плавления 1085 °С, также находится «в зоне риска».
Кроме того, температура плавления образовавшихся оксидов должна быть ниже температуры плавления металла. В ином случае образовавшаяся оксидная пленка не получится удалить со среза. Это также не позволяет использовать газокислородную резку для меди и алюминия.
|
Температура плавления металла, °С |
Температура плавления оксида металла, °С |
|
|
Алюминий |
660 |
2010–2050 |
|
Медь |
1085 |
2560–2600 |
Алюминиевые сплавы также нельзя резать методом газокислородной резки.
Для резки средне и высоколегированных сталей метод не подходит: так, высокое содержание хрома и некоторых других легирующих металлов делает получаемые шлаки вязкими – они трудно выдуваются струей кислорода.
Какие элементы затрудняют газокислородную резку
|
Элемент |
Содержание, выше которого резка затруднена, % |
|
Вольфрам |
10 |
|
Кремний |
4 |
|
Марганец |
4 |
|
Никель |
7 |
|
Титан |
Не влияет |
|
Хром |
5 |
Высокоуглеродистые и высоколегированные стали можно резать с помощью газокислородного метода, если использовать при этом специальные порошкообразные добавки – флюсы. Они превращают вязкие шлаки в текучие.
Теоретически возможна резка чугуна специальными резаками, но качество резки будет низким.
Эффективность газокислородной резки понижается с увеличением теплопроводности металла. Тепло, поступающее от горелки, быстро отводится – это препятствует процессу резки.
Длительная предварительная обработка металла. При резке значение имеет толщина металла – в ряде случаев требуется предварительное прогревание в печи до 300 – 500 °С.
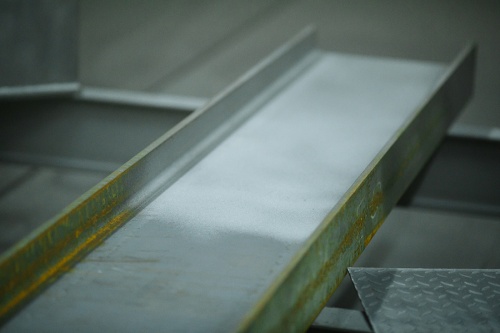
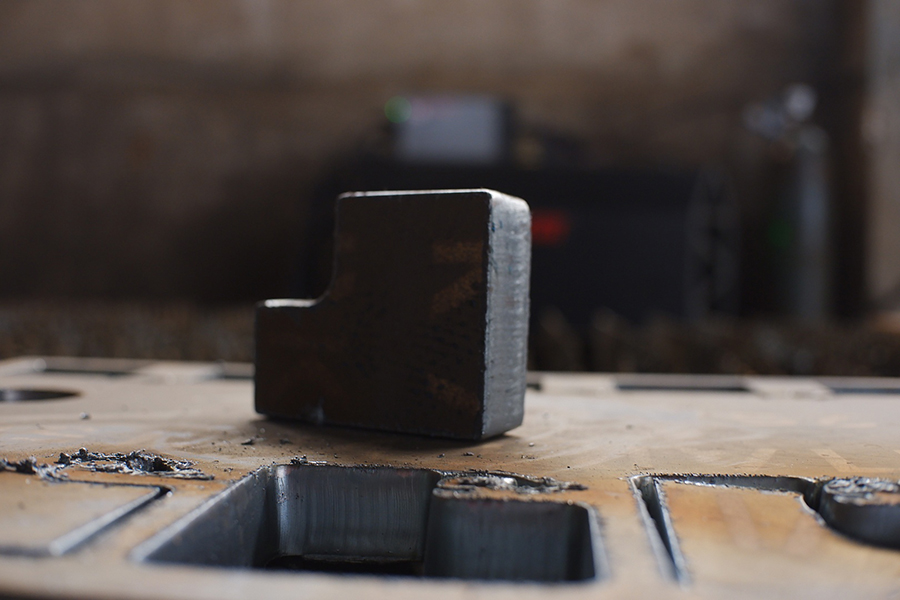
Часто недостатком газокислородной резки называют ощутимую ширину реза. Получившиеся края в этом случае могут остаться неровными, с наплывами и оксидами, которые не выдули струей кислорода. Современные машины для резки лишены этого недостатка.
Термическое воздействие на края металла. Из-за неравномерного нагрева около шва металл может стать хрупким, появиться внутреннее напряжение.
Мы готовы проконсультировать вас по любому вопросу, связанному с резкой металлов. Обращайтесь в «СПК «Регион» по телефону 8 (495) 565-37-06 или электронной почте info@spk-region.ru.
Нажимая на кнопку, вы даете согласие на обработку своих персональных данных
 Собственное производство
Собственное производство
 Творческий подход
Творческий подход
 Высокое качество работы
Высокое качество работы
 Гарантия на работу
Гарантия на работу
Срок выполнения заказа: 10 рабочих дней

Срок выполнения заказа: 4 рабочих дня.

Срок выполнения заказа: 5 рабочих дней.

Срок выполнения заказа: 3 рабочих дня

Принимаем заявку на работы или поставку оборудования

Получаем вводные (условия эксплуатации продукции или оборудования, необходимость расширенной гарантии, техобслуживания и т. д.) и заготовки, если таковые имеются

Согласуем техническое задание

Подписываем договор

Получаем предоплату

Выполняем работы согласно договору



Нажимая на кнопку, вы даете согласие на обработку своих персональных данных
Спасибо за заявку